



















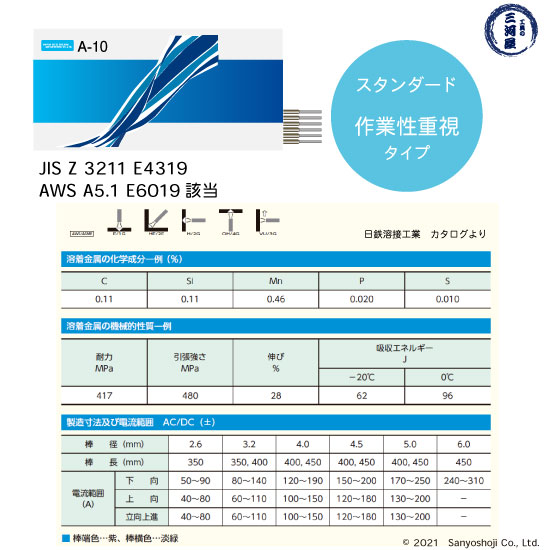
溶接作業性重視の溶接棒 A-10の詳細
【JIS規格】JIS Z 3211 E4319
【AWS規格】AWS A5.1 E6019該当
※上記の規格が同じであれば、同等品の被覆アーク溶接棒となります。
【棒端色】紫
【棒横色】淡緑
神戸製鋼のB-10との同等品となります。
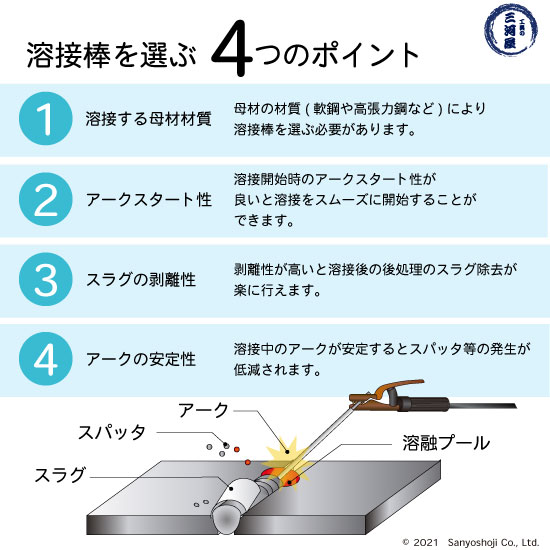
溶接棒を選ぶ4つのポイント
被覆アーク溶接棒は、下記の4つのポイントで選ぶことができます。
1.溶接する母材の材質により選ぶ
軟鋼や高張力鋼など鉄の材質により、溶接棒を選ぶ必要があります。
2.アークスタート性
短い溶接を大量に行う場合は、アークのスタート性、再アーク性が重要となります。
3.スラグの剥離性
溶接後にビードの上にできるスラグが簡単に除去できるかどうかは、溶接後の後処理の時間に影響を与えます。
4.アークの安定性
溶接時のアークが安定しているときれいに溶接ができる、後処理が必要になるスパッタの発生が抑えられるなどに影響します。
実際に溶接される条件により、溶接棒を選定することで効率的に溶接を行うことができます。
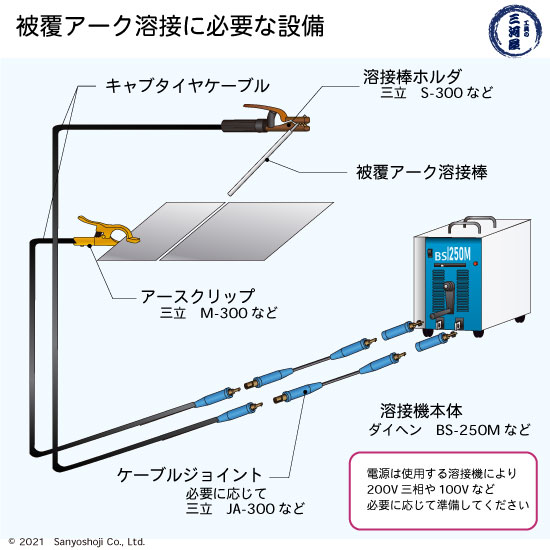
被覆アーク溶接棒に必要な設備、道具
被覆アーク溶接棒(手溶接、アーク溶接)を行うためには、
1.溶接機本体
100Vまたは200Vで使用できる溶接機本体が必要になります。
100Vの溶接機では、φ2.0mm程度までの線径の溶接棒を使用することができます。(別途、溶接機と電源をつなぐための一次線が必要になります)
2.ホルダ
溶接棒を掴み溶接する際に使用される道具、キャブタイヤケーブルに取り付け使用します。
3.アース
溶接機本体と母材とをつなぐためのクリップまたは万力型の道具、キャブタイヤケーブルに取り付けて使用します。
4.キャブタイヤケーブル
溶接機本体とホルダ、アースを繋げるための電線、22SQ、38SQなどの太さのケーブルを使用します。
(途中にケーブルジョイントなどを取り付けて、分解・延長を行います)
店長の
オススメPoint
商品詳細
溶接棒 A-10(A10) φ3.2mm×350mm ばら売り1kg 作業性重視型溶接棒 日鉄溶接工業 (旧:日鉄住金溶接工業 NSSW)は、日鉄溶接工業製の溶接作業の作業性を重視した溶接棒です。
スラグの追従性が良好で溶接時の溶融プールが見やすく、安定した脚長を得ることができ、溶接後のスラグ除去が容易で、スパッタが少ないため、後処理が効率的に行える溶接棒です。
車両、建築、その他一般構造物などに用いられる軟鋼(SS400,SM400など)の薄中板の溶接向き
全姿勢での溶接が可能
【JIS規格】JIS Z 3211 E4319
【AWS規格】AWS A5.1 E6019該当













溶接作業性重視の溶接棒 A-10の詳細
【JIS規格】JIS Z 3211 E4319
【AWS規格】AWS A5.1 E6019該当
※上記の規格が同じであれば、同等品の被覆アーク溶接棒となります。
【棒端色】紫
【棒横色】淡緑
神戸製鋼のB-10との同等品となります。
溶接棒を選ぶ4つのポイント
被覆アーク溶接棒は、下記の4つのポイントで選ぶことができます。
1.溶接する母材の材質により選ぶ
軟鋼や高張力鋼など鉄の材質により、溶接棒を選ぶ必要があります。
2.アークスタート性
短い溶接を大量に行う場合は、アークのスタート性、再アーク性が重要となります。
3.スラグの剥離性
溶接後にビードの上にできるスラグが簡単に除去できるかどうかは、溶接後の後処理の時間に影響を与えます。
4.アークの安定性
溶接時のアークが安定しているときれいに溶接ができる、後処理が必要になるスパッタの発生が抑えられるなどに影響します。
実際に溶接される条件により、溶接棒を選定することで効率的に溶接を行うことができます。
被覆アーク溶接棒に必要な設備、道具
被覆アーク溶接棒(手溶接、アーク溶接)を行うためには、
1.溶接機本体
100Vまたは200Vで使用できる溶接機本体が必要になります。
100Vの溶接機では、φ2.0mm程度までの線径の溶接棒を使用することができます。(別途、溶接機と電源をつなぐための一次線が必要になります)
2.ホルダ
溶接棒を掴み溶接する際に使用される道具、キャブタイヤケーブルに取り付け使用します。
3.アース
溶接機本体と母材とをつなぐためのクリップまたは万力型の道具、キャブタイヤケーブルに取り付けて使用します。
4.キャブタイヤケーブル
溶接機本体とホルダ、アースを繋げるための電線、22SQ、38SQなどの太さのケーブルを使用します。
(途中にケーブルジョイントなどを取り付けて、分解・延長を行います)
店長の
オススメPoint
日鉄溶接工業の溶接の作業性を重視して作られた溶接棒です。
溶融プールが見やすい、スパッタが少ない、溶接後のスラグが取りやすいと溶接作業を効率化させると溶接作業の効率化にはもってこいの溶接棒
A-10は、日本溶接協会(JWES)が主催する溶接技能者資格の中板溶接(裏当金あり)で、好まれて使用されます。
神戸製鋼のB-10とA-10はJIS規格上同等品で、2銘柄の使い勝手はどちらも良好です。
この商品はメーカー最小梱包以下のばら売り1kgの商品となります。
商品詳細
溶接棒 A-10(A10) φ3.2mm×350mm ばら売り1kg 作業性重視型溶接棒 日鉄溶接工業 (旧:日鉄住金溶接工業 NSSW)は、日鉄溶接工業製の溶接作業の作業性を重視した溶接棒です。
スラグの追従性が良好で溶接時の溶融プールが見やすく、安定した脚長を得ることができ、溶接後のスラグ除去が容易で、スパッタが少ないため、後処理が効率的に行える溶接棒です。
車両、建築、その他一般構造物などに用いられる軟鋼(SS400,SM400など)の薄中板の溶接向き
全姿勢での溶接が可能
【JIS規格】JIS Z 3211 E4319
【AWS規格】AWS A5.1 E6019該当
日鉄 溶接工業 アーク溶接棒 A-10 ( A10 ) φ 3.2mm 350mm ばら売り 1kg
¥990(税込)
在庫あり/あと45個
- システム商品コード
- 000000004267
- 独自商品コード
- w_a-10_32_01
- 送料について
- 送料全国一律850円 8,500円以上のお買い上げで送料無料 ※ 離島及び一部地域により送料が必要になることがあります。
この商品についてのレビュー
レビューはまだありません

日鉄溶接工業の溶接の作業性を重視して作られた溶接棒です。
溶融プールが見やすい、スパッタが少ない、溶接後のスラグが取りやすいと溶接作業を効率化させると溶接作業の効率化にはもってこいの溶接棒
A-10は、日本溶接協会(JWES)が主催する溶接技能者資格の中板溶接(裏当金あり)で、好まれて使用されます。
神戸製鋼のB-10とA-10はJIS規格上同等品で、2銘柄の使い勝手はどちらも良好です。
この商品はメーカー最小梱包以下のばら売り1kgの商品となります。