




















溶接作業性と溶接性能を両立した溶接棒 A-14の詳細
【JIS規格】JIS Z 3211 E4319-U
【AWS規格】AWS A5.1 E6019該当
※上記の規格が同じであれば、同等品の被覆アーク溶接棒となります。
【棒端色】緋
【棒横色】赤
神戸製鋼のB-14との同等品となります。
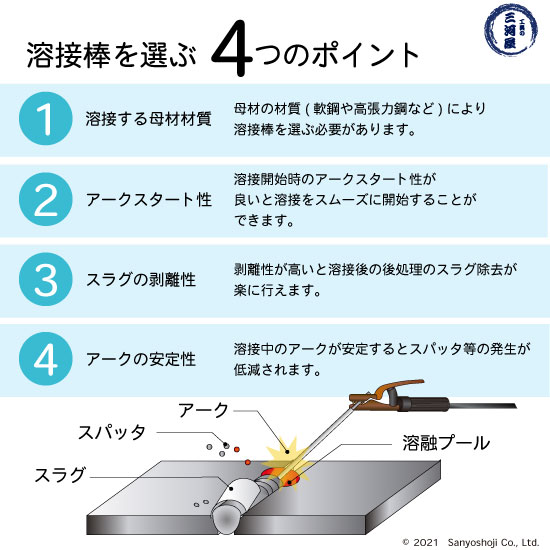
被覆アーク溶接棒は、下記の4つのポイントで選ぶことができます。
1.溶接する母材の材質により選ぶ
軟鋼や高張力鋼など鉄の材質により、溶接棒を選ぶ必要があります。
2.アークスタート性
短い溶接を大量に行う場合は、アークのスタート性、再アーク性が重要となります。
3.スラグの剥離性
溶接後にビードの上にできるスラグが簡単に除去できるかどうかは、溶接後の後処理の時間に影響を与えます。
4.アークの安定性
溶接時のアークが安定しているときれいに溶接ができる、後処理が必要になるスパッタの発生が抑えられるなどに影響します。
実際に溶接される条件により、溶接棒を選定することで効率的に溶接を行うことができます。
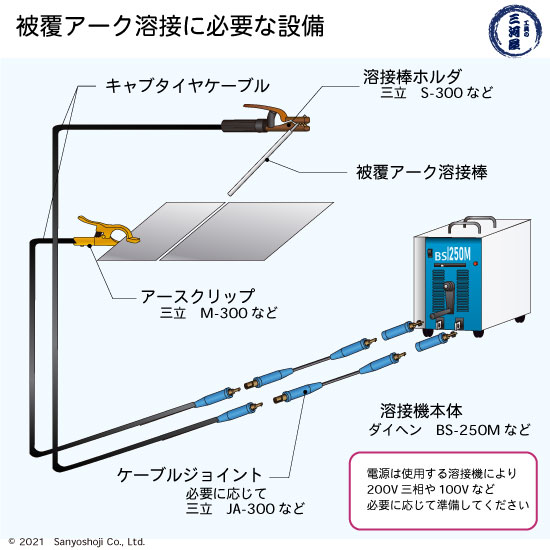
被覆アーク溶接棒(手溶接、アーク溶接)を行うためには、
1.溶接機本体
100Vまたは200Vで使用できる溶接機本体が必要になります。
100Vの溶接機では、φ2.0mm程度までの線径の溶接棒を使用することができます。(別途、溶接機と電源をつなぐための一次線が必要になります)
2.ホルダ
溶接棒を掴み溶接する際に使用される道具、キャブタイヤケーブルに取り付け使用します。
3.アース
溶接機本体と母材とをつなぐためのクリップまたは万力型の道具、キャブタイヤケーブルに取り付けて使用します。
4.キャブタイヤケーブル
溶接機本体とホルダ、アースを繋げるための電線、22SQ、38SQなどの太さのケーブルを使用します。
(途中にケーブルジョイントなどを取り付けて、分解・延長を行います)
店長の
オススメPoint
商品詳細
溶接棒 A-14(A14) φ3.2mm×350mm 大箱20kg 日鉄溶接工業 (旧:日鉄住金溶接工業 NSSW)は、日鉄溶接工業製の溶接作業の作業性を重視した溶接棒です。
アークが素早く安定し、作業性が良い。さらにスラグが剥がれやすく、溶接後の後処理が楽という溶接作業性と高い溶接性能を両立しています。
造船、機械、車両、建築、橋梁などに用いられる軟鋼(SS400、SM400など)
全姿勢での溶接が可能
【JIS規格】JIS Z 3211 E4319-U
【AWS規格】AWS A5.1 E6019該当











溶接作業性と溶接性能を両立した溶接棒 A-14の詳細
【JIS規格】JIS Z 3211 E4319-U
【AWS規格】AWS A5.1 E6019該当
※上記の規格が同じであれば、同等品の被覆アーク溶接棒となります。
【棒端色】緋
【棒横色】赤
神戸製鋼のB-14との同等品となります。
被覆アーク溶接棒は、下記の4つのポイントで選ぶことができます。
1.溶接する母材の材質により選ぶ
軟鋼や高張力鋼など鉄の材質により、溶接棒を選ぶ必要があります。
2.アークスタート性
短い溶接を大量に行う場合は、アークのスタート性、再アーク性が重要となります。
3.スラグの剥離性
溶接後にビードの上にできるスラグが簡単に除去できるかどうかは、溶接後の後処理の時間に影響を与えます。
4.アークの安定性
溶接時のアークが安定しているときれいに溶接ができる、後処理が必要になるスパッタの発生が抑えられるなどに影響します。
実際に溶接される条件により、溶接棒を選定することで効率的に溶接を行うことができます。
被覆アーク溶接棒(手溶接、アーク溶接)を行うためには、
1.溶接機本体
100Vまたは200Vで使用できる溶接機本体が必要になります。
100Vの溶接機では、φ2.0mm程度までの線径の溶接棒を使用することができます。(別途、溶接機と電源をつなぐための一次線が必要になります)
2.ホルダ
溶接棒を掴み溶接する際に使用される道具、キャブタイヤケーブルに取り付け使用します。
3.アース
溶接機本体と母材とをつなぐためのクリップまたは万力型の道具、キャブタイヤケーブルに取り付けて使用します。
4.キャブタイヤケーブル
溶接機本体とホルダ、アースを繋げるための電線、22SQ、38SQなどの太さのケーブルを使用します。
(途中にケーブルジョイントなどを取り付けて、分解・延長を行います)
店長の
オススメPoint
日鉄溶接工業の溶接の作業性と溶接性能の両方を両立させた溶接棒です。
アークスタートが良く、スラグ剥離性が高く、作業性と溶接性ので迷われたら、こちらの溶接棒がおススメ!
A-14は、日本溶接協会(JWES)が主催する溶接技能者資格の中板溶接(裏当金あり)では好まれて使われます。
神戸製鋼のB-14とA-14はJIS規格上同等品で、2銘柄の使い勝手はどちらも良好です。
こちらの商品は小箱5kgが4箱入った大箱20kgの商品になります。
商品詳細
溶接棒 A-14(A14) φ3.2mm×350mm 大箱20kg 日鉄溶接工業 (旧:日鉄住金溶接工業 NSSW)は、日鉄溶接工業製の溶接作業の作業性を重視した溶接棒です。
アークが素早く安定し、作業性が良い。さらにスラグが剥がれやすく、溶接後の後処理が楽という溶接作業性と高い溶接性能を両立しています。
造船、機械、車両、建築、橋梁などに用いられる軟鋼(SS400、SM400など)
全姿勢での溶接が可能
【JIS規格】JIS Z 3211 E4319-U
【AWS規格】AWS A5.1 E6019該当
日鉄 溶接工業 アーク溶接棒 A-14 ( A14 ) φ 3.2mm 350mm 大箱 20kg
¥12,650(税込)
在庫あり/あと3個
- システム商品コード
- 000000004281
- 独自商品コード
- w_a-14_32_20
- 送料について
- 送料全国一律850円 8,500円以上のお買い上げで送料無料 ※ 離島及び一部地域により送料が必要になることがあります。
この商品についてのレビュー
レビューはまだありません

日鉄溶接工業の溶接の作業性と溶接性能の両方を両立させた溶接棒です。
アークスタートが良く、スラグ剥離性が高く、作業性と溶接性ので迷われたら、こちらの溶接棒がおススメ!
A-14は、日本溶接協会(JWES)が主催する溶接技能者資格の中板溶接(裏当金あり)では好まれて使われます。
神戸製鋼のB-14とA-14はJIS規格上同等品で、2銘柄の使い勝手はどちらも良好です。
こちらの商品は小箱5kgが4箱入った大箱20kgの商品になります。